首页
关于我们
关于AAC
什么是AAC
优点及应用
AAC历史
产品方案
核心技术
生产流程
系统化服务
整线支持
质量保证
公司实力
全球案例
选择科达
公司视频
新闻资讯
联系我们
简体中文
English
Español
生产流程
首页
»
产品方案
»
生产流程
蒸压加气混凝土生产工艺流程
原料制备工段
蒸压加气混凝土生产原材料主要为含氧化钙的钙质材料(石灰/水泥)及二氧化硅的硅质材料(砂)。
符合生产工艺要求的石灰经破碎、球磨达到细度要求后送至石灰粉仓中存放待用。
符合生产工艺要求的水泥直接泵送至水泥仓内存放待用。
硅质材料通过装载机送入受料斗,经计量后由皮带机送入湿式球磨机进行球磨、制浆,存储过程中搅拌装置对料浆进行连续搅拌防止沉积,保证储罐内各处料浆均匀。
板材处理工段
钢筋经过调直,进入网片自动焊机,自动焊机按设定好的规格和形状焊接网片。网片焊接完成后转运到鞍架循环系统,通过钢H片或塑料夹固定在鞍架座钢钎上。
组好的网笼随鞍架摆渡车运至鞍架循环架上。
网笼随鞍架座向前运动,经防腐、烘干处理,到达安钎机下方,等待插钎。
预养护和切割系统
浇注后,带有浆料的模具被运送到预养护室,在预养阶段浆料发生化学反应,坯体膨胀并在模具中形成多孔的坯体。预养完成后坯体将被运送至切割区域被切割机组切割成所需尺寸的产品。
蒸养工段
切割后,坯体在进入蒸压釜前进行分组,然后送入蒸压釜,在高温(200 ºC)和高压1.2MPa)下进行蒸压。蒸压时间约为10至12小时。蒸压釜内的蒸汽可以相互逆向流动,以实现循环利用,节约能源消耗。
成品打包工段
自动AAC包装系统可以实现带托盘或不带托盘的包装。托盘规格可以为1.2米x 0.6米、1.2米x 1米、1.2米x 1.2米、1米x 0.6米,堆垛高度可以为1.2米、1.5米、1.8米和2.4米。
中央集控室
“生产线中央集成控制系统”,采用TCP/IP以太网协议进行数据交互,标准化程度高,通用性强,实现人机分离,互联互通。集成了视频监控系统,可以直观了解装备运转情况,系统可自动判断设备状态和工作条件,数字化运维生产过程。同时,集成故障报警、诊断和排障处理系统,协助维护人员快速排除故障,恢复生产线运转。
原料制备工段
板材处理工段
预养护和切割系统
蒸养工段
成品打包工段
中央集控室
左
右
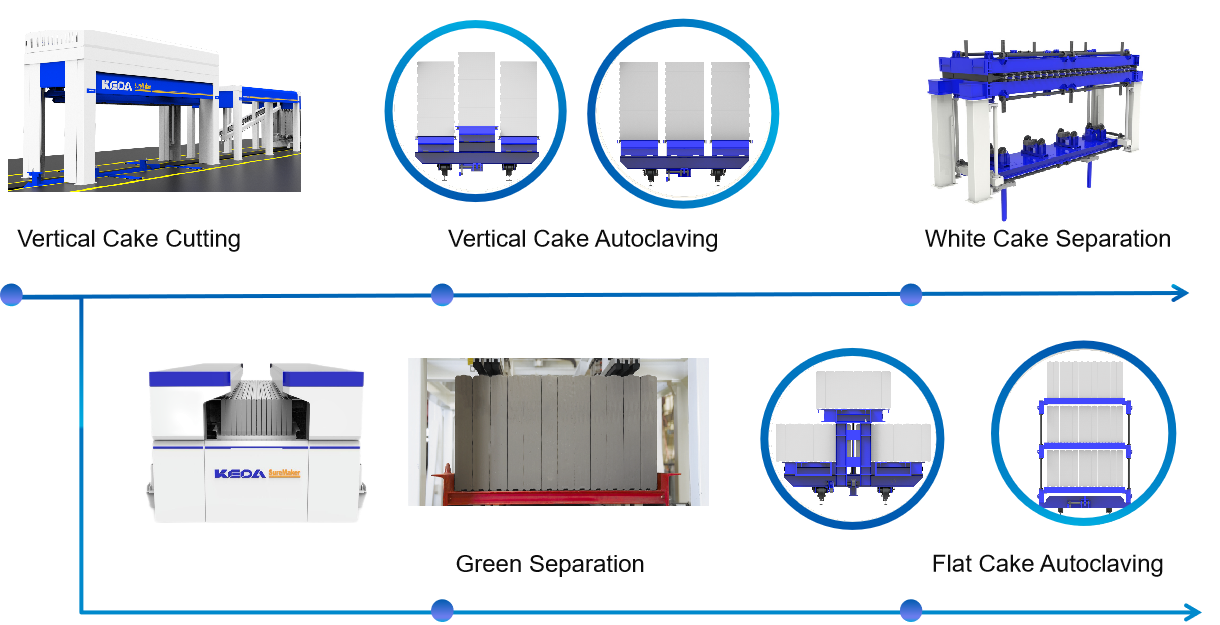
科达新铭丰的AAC整线系统解决方案基于多年的成功经验和创新。为了确保AAC块/板材的最高精度切割,我们的工厂采用立式切割。在此基础上,我们提供两种生产技术方案:立式坯体蒸养
和卧式坯体蒸养。
0555-2373988
info@keda-suremaker.com
安徽省马鞍山市经济技术开发区天门大道南段2887号
留言
立即联系我们
国家
*
姓名
公司名称
*
电话
*
电子邮件
*
信息
上传
附加文件
提交
快速链接
首页
关于我们
新闻资讯
联系我们
关于AAC
什么是AAC
AAC优势及应用
AAC整线系统
核心技术
生产流程
系统化服务
整线支持
公司实力
全球案例
选择科达
公司视频
版权所有 © 2024 安徽科达
皖ICP备13003656号-2
技术支持
领动网
.
网站地图
.
隐私政策